Skúška tesnosti LC je špecializovanou časťou výrobnej linky na spracovanie kovových túb. Jej účelom je zabezpečiť manipuláciu a triedenie túb medzi jednotlivými technologickými operáciami.
Tuby sú podávané na dopravník a následne uchopované dvomi synchrónne pracujúcimi „motýlikovými“ ramenami. Každé rameno je skonštruované tak, aby naraz uchopilo a prenieslo 8 túb. Po uchopení sú tuby podrobené tesnostnej skúške, ktorá sa vykonáva pneumaticky – do každej tuby je privádzaný stlačený vzduch a sleduje sa prípadný pokles tlaku alebo únik. Celý test trvá menej ako 2 sekundy.
Na základe výsledkov testu netesnosti sú tuby automaticky roztriedené:
- bezchybné tuby (bez netesnosti) sú plynulo transportované do ďalšieho stupňa výrobnej linky na ďalšie spracovanie,
- chybné tuby (s netesnosťou) sú vyradené vyhadzovacím mechanizmom a odstránené z linky, aby sa zabránilo ich ďalšiemu spracovaniu.

POŽIADAVKY ZÁKAZNÍKA
- Výmena riadiaceho systému a HMI panela
- Výmena frekvenčných meničov pohonov
- Kompletná výmena rozvádzačovej skrine
- Preprogramovanie stroja na nový riadiaci systém
- Vytvorenie novej vizualizácie pre ovládanie
- Nová bezpečnosť stroja
- Elektroprojekt + prevádzkový manuál
Príprava
Kreslenie elektrickej schémy, zapájanie rozvádzača
Inštalácia
Inštalácia a pripojenie rozvádzača vo fabrike
Programovanie
Programovanie riadiaceho systému, bezpečnosti
system
Testovanie
Prevádzkové testovanie výrobnej linky LC
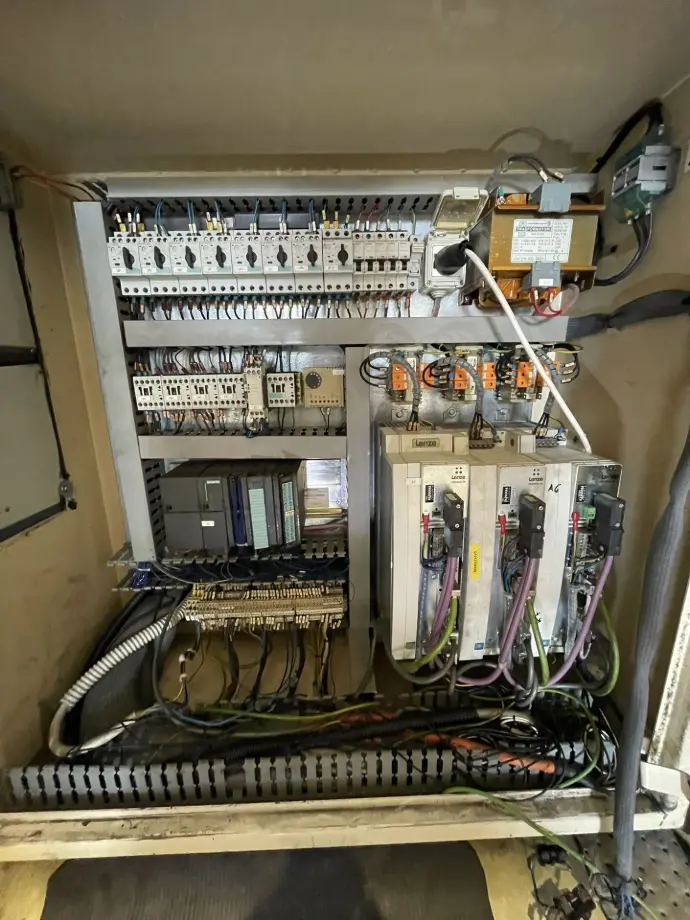
ROZVÁDZAČ
V rámci modernizácie stroja bol implementovaný nový riadiaci rozvádzač so zameraním na optimalizáciu výkonu a bezpečnosti. Všetky ochranné prvky, riadiace komponenty a napájacie zdroje boli kompletne vymenené. Boli použité frekvenčné meniče Lenze i750, ktoré využívajú zbernicovo napájaný systém s napájacím modulom Lenze i700. Tento koncept umožňuje pripojiť viacero meničov (v tomto prípade tri) na jeden spoločný napájací modul i700 a zároveň ich chrániť jedným ističom pre celú skupinu. Takéto riešenie prináša výraznú úsporu miesta v rozvádzači a znižuje celkové investičné náklady.
Riadiaci systém bol nahradený novým PLC Lenze c520, ktorý komunikuje s frekvenčnými meničmi prostredníctvom EtherCAT. PLC bol rozšírený o digitálne vstupno/výstupné moduly, analógové prúdové vstupy a vysokorýchlostný čítač.
Do rozvádzača bol integrovaný aj priemyselný router, ktorý umožňuje vzdialený prístup k systému (servis, diagnostika, aktualizácie) a zároveň zabezpečuje komunikáciu medzi PLC a HMI panelom. Na operátorskom paneli bol nainštalovaný displej Lenze v430 HMI, pripojený cez Ethernet. Displej je napájaný prostredníctvom PoE (Power over Ethernet), čo umožňuje využitie jediného ethernetového kábla na prenos dát aj napájanie. Tým sa zjednodušuje kabeláž a zvyšuje celková spoľahlivosť systému.
Na zvýšenie funkčnej bezpečnosti stroja bol implementovaný bezpečnostný reléový modul Keyence GC-1000. Toto zariadenie slúži ako centrálna jednotka na spracovanie bezpečnostných signálov zo snímačov a bezpečnostných prvkov. Relé je vybavené integrovaným displejom, ktorý umožňuje okamžitú diagnostiku bezpečnostného obvodu. Operátori tak môžu rýchlo identifikovať typ poruchy, jej umiestnenie a aktuálny stav bezpečnostných prvkov. Okrem toho relé poskytuje vizualizáciu stavov vstupov a výstupov v reálnom čase, čo zjednodušuje údržbárske zásahy a skracuje prestoje stroja.
Použitie tohto typu relé zvyšuje spoľahlivosť bezpečnostného systému a umožňuje efektívnejšiu údržbu a rýchlejšie odstraňovanie porúch.


PROGRAMOVANIE A VIZUALIZÁCIA
V rámci modernizácie bol riadiaci systém stroja kompletne preprogramovaný s využitím štandardizovaných aplikačných blokov Lenze, čo zabezpečilo vyššiu modularitu a spoľahlivosť riadenia.
Jednou z hlavných technických úloh bola synchronizácia stroja s predchádzajúcou výrobnou linkou, aby sa zabránilo vypadávaniu túb počas prenosu. Synchronizácia bola dosiahnutá na základe signálu z predchádzajúceho stroja, ktorý bol privedený do vstupného modulu PLC a spracovaný vysokorýchlostným čítačom.
Kľúčovým prvkom riadiaceho systému bola aj koordinácia dvoch motýlikových ramien. Tie museli pracovať synchrónne pri uchopovaní a ukladaní túb, aby sa predišlo vzájomnej mechanickej kolízii. Časovanie pohybu muselo byť nastavené s vysokou presnosťou, pretože:
- maximálny možný čas na vykonanie jedného testu netesnosti túb je 2 sekundy
- rýchlosť výrobnej linky dosahuje až 160 túb za minútu.
Softvérové riešenie zahŕňalo aj riadenie a vyhodnocovanie procesu testu netesnosti túb. Test sa vykonáva pneumatickým systémom, ktorý vháňa stlačený vzduch do každej tuby a sleduje zmeny tlaku. Program zabezpečuje automatickú klasifikáciu výsledkov:
- Chybné tuby (s netesnosťou) sú identifikované a automaticky vyradené zo stroja,
- Bezchybné tuby sú smerované na ďalšie spracovanie vo výrobnej linke.
Na operátorskej úrovni bol implementovaný HMI panel Lenze v430, ktorý umožňuje:
- nastavovanie a úpravu prevádzkových parametrov stroja,
- monitorovanie stavu testu netesnosti v reálnom čase,
- zobrazovanie diagnostických údajov, prevádzkových stavov a chybových hlásení.
Vizualizácia bola vyvinutá v prostredí VebVisu a poskytuje operátorovi prehľadné a intuitívne rozhranie na riadenie celého technologického procesu priamo z riadiaceho panela.

