Kompletná modernizácia tlačiarenského stroja s implementáciou automatizačného systému Lenze
Predmetom realizácie bola komplexná modernizácia staršieho osemfarebného tlačiarenského stroja, ktorého pôvodný riadiaci systém vykazoval časté poruchy, nestabilitu komunikácie a vysokú mieru neplánovaných odstávok. Cieľom projektu bola kompletná migrácia riadenia na modernú automatizačnú platformu Lenze a zvýšenie spoľahlivosti, servisovateľnosti a technologickej presnosti zariadenia. Základom stroja bol stredový centrálny tlačový valec, ktorý predstavoval hlavný synchronizačný pohon celej linky. Jednotlivé farby boli rozdelené do 8 sekcií, pričom každá sekcia obsahovala 7 riadených pohonov. Súčasťou stroja bola aj sekcia odvíjania a navíjania materiálu so 4 pohonmi. Technologickú výbavu dopĺňali vykurovacie pece a ventilátory zabezpečujúce sušenie a stabilitu procesu. Celkový počet osí stroja bol 62, čo značí že sa jednalo a veľmi komplexný projekt.
POŽIADAVKY ZÁKAZNÍKA
- Výmena existujúceho riadiaceho systému za nový Lenze (C520) a kompletné preprogramovanie tlačiarenského stroja.
- Výmena existujúcich frekvenčných meničov Lenze 9300 za nové i750/750 a i950
- Nahradenie pôvodnej komunikačnej zbernice CANopen novou sieťou EtherCAT
- Inštalácia nových HMI panelov Lenze v430, vývoj novej vizualizačnej aplikácie a implementácia vzdialeného ovládania stroja
- Úprava zapojenia bezpečnosti, reorganizácia rozvádzača a odpojenie/odstránenie všetkých nepotrebných komponentov (kabeláž, ochranné prvky, tlmivky, napájacie zdroje a pod.)
- Implementácia zdieľaného vzdialeného prístupu pre identifikáciu, diagnostiku a servis stroja prostredníctvom priemyselného routera Teltonika
-
Nová elektro dokumentácia
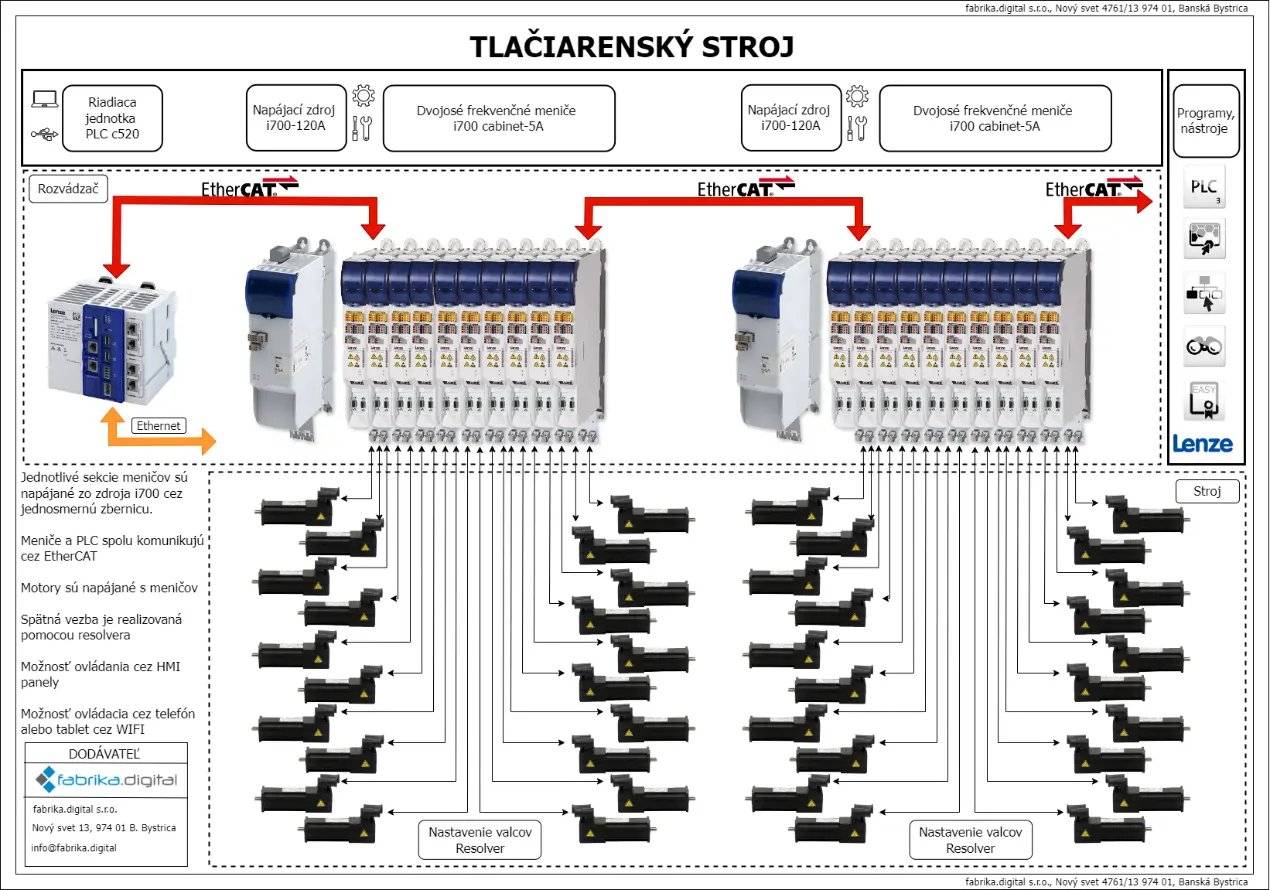
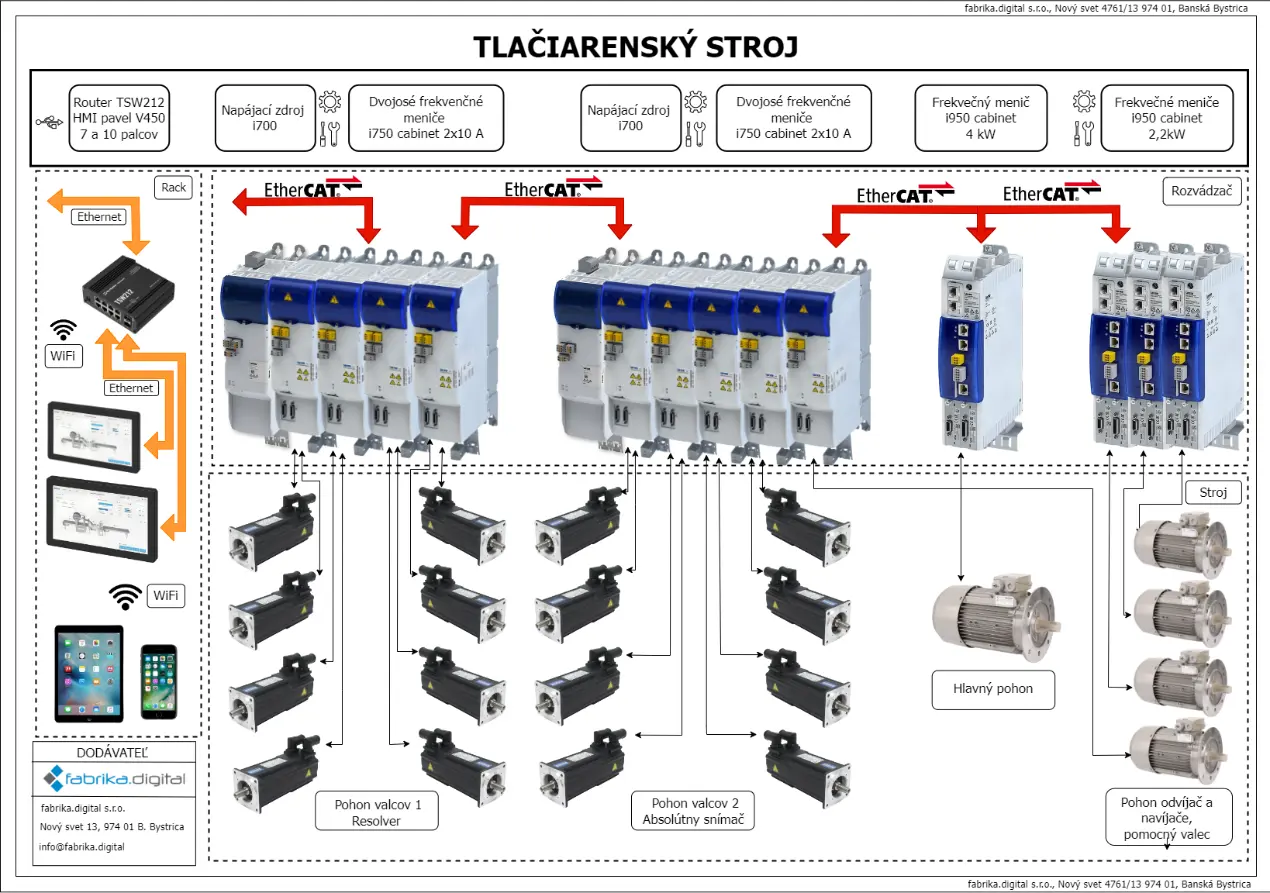
BLOKOVÝ DIAGRAM
POUŽITÉ KOMPONENTY
Ako je možné vidieť na blokovom diagrame, riadiaci systém bol postavený na PLC Lenze C520. Na vizualizáciu a ovládanie boli použité dva HMI panely Lenze v430 vo veľkostiach 7" a 15". Diaľkové ovládanie stroja bolo realizované prostredníctvom mobilného zariadenia s možnosťou ďalšieho rozšírenia funkcionality. Pre nastavovacie osi boli použité dvojosé frekvenčné meniče Lenze i700, zatiaľ čo tlačové a rastrové valce boli riadené pomocou dvojosých meničov Lenze i750. Výhoda týchto meničov je v použití len jedného zdroja pre danú sekciu meničov a následné prepojenie cez jednosmernú zbernicu. Pohony v odvíjacej sekcii boli modernizované na meniče Lenze i950, ktoré boli použité aj pre hlavný centrálny pohon stroja
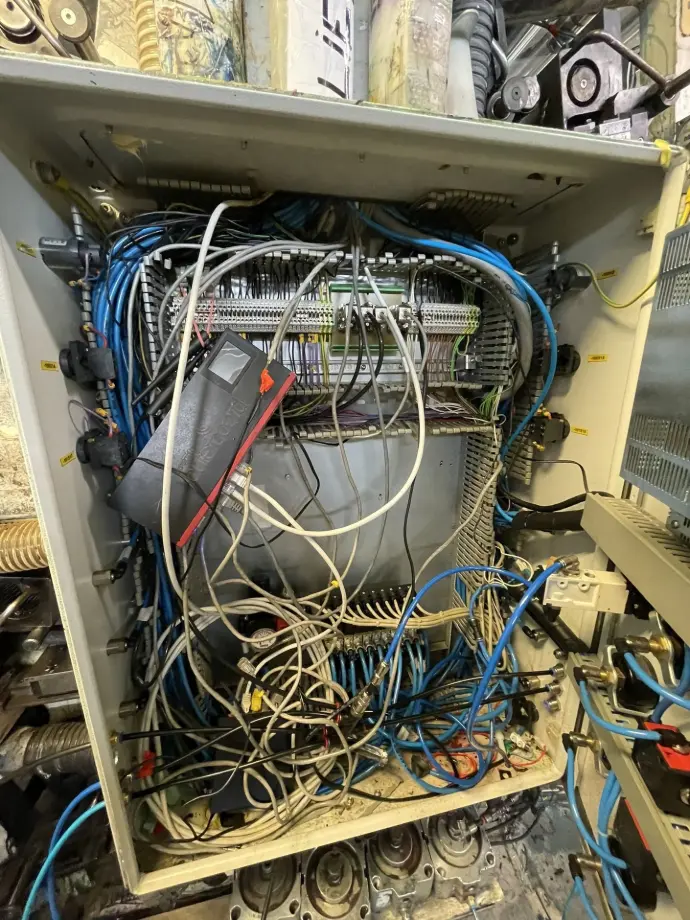
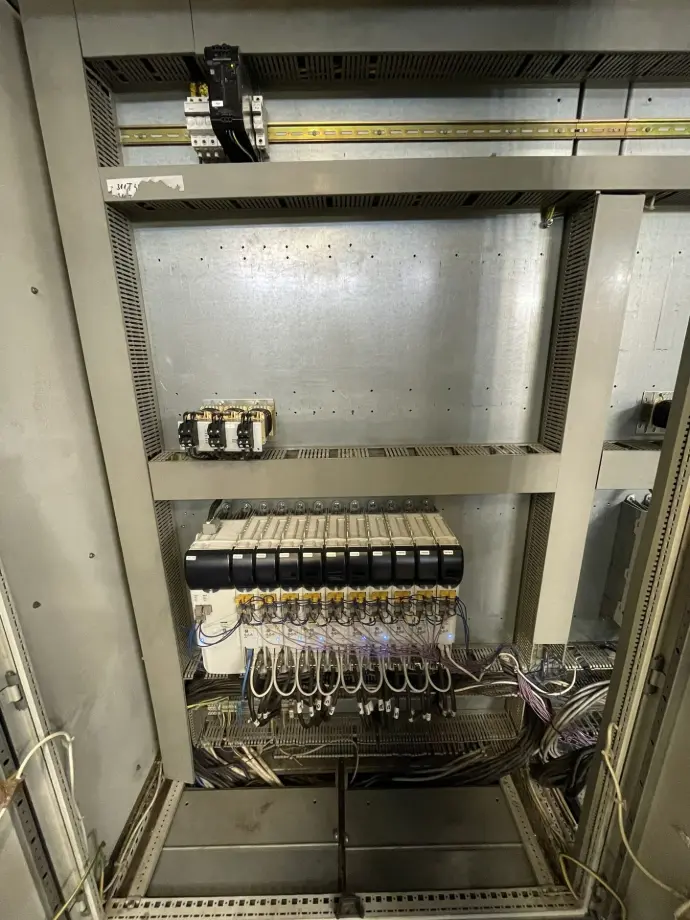
ROZVÁDZAČE
V rámci modernizácie boli vo všetkých rozvádzačových skriniach pôvodné frekvenčné meniče kompletne nahradené novými jednotkami. Meniče boli rozdelené do štyroch výkonových sekcií podľa technologických častí stroja. Použitím meničov radu Lenze i700/i750 sa výrazne zjednodušila silová architektúra rozvádzačov, keďže pre každú sekciu bol potrebný iba jeden napájací zdroj, jedna sieťová tlmivka a jeden hlavný istič, pričom jednotlivé meniče boli prepojené spoločnou DC zbernicou. Toto prepojenie má rovnako priaznivý vplyv na prelievanie rekuperovanej energie pri brzdení pohonov, čím sa znižuje tepelné zaťaženie systému.
Pôvodný riadiaci systém pozostávajúci z dvoch PLC bol nahradený jedným PLC Lenze C520 spolu s distribuovanými I/O modulmi. Komunikačná zbernica CANopen bola nahradená deterministickou sieťou EtherCAT, čo prinieslo vyššiu rýchlosť a spoľahlivosť riadenia. Počas rekonštrukcie boli z rozvádzačov odstránené všetky nevyužívané komponenty, zjednodušila sa bezpečnostná architektúra a optimalizovalo sa celkové zapojenie. Výsledkom bolo výrazné zjednodušenie kabeláže aj servisnej prístupnosti oproti pôvodnému stavu.
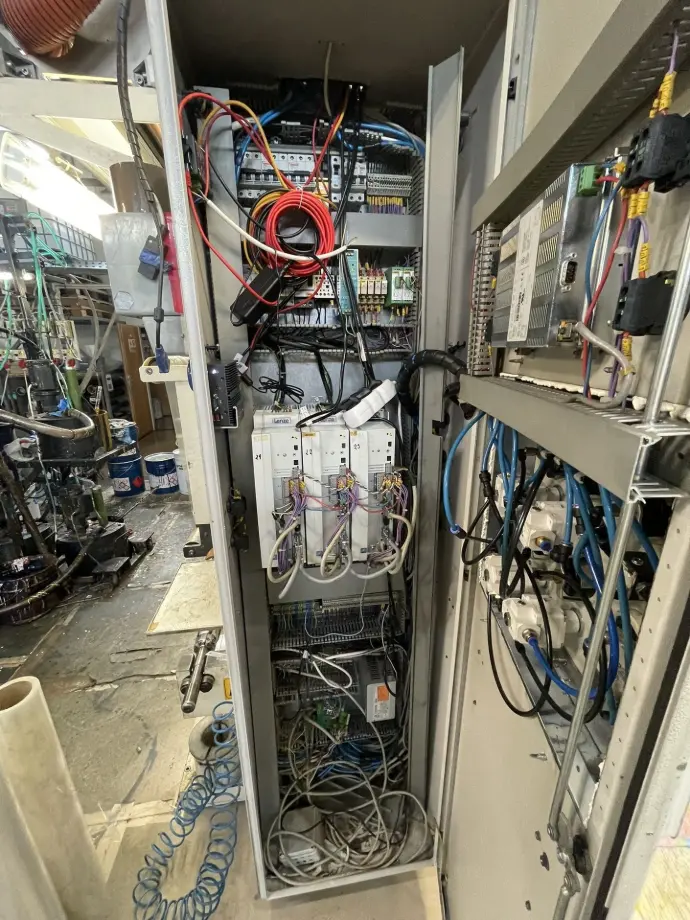
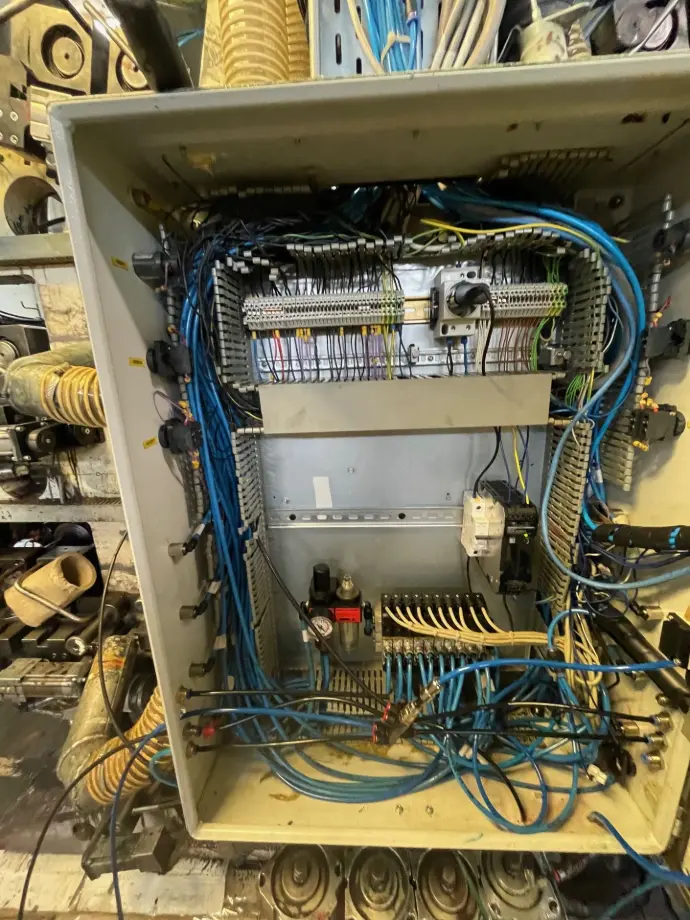
Z hľadiska hardvérovej architektúry bol stroj rozdelený do troch hlavných rozvádzačov:
• Hlavný rozvádzač - obsahujúci štyri sekcie meničov i700 a i750, menič pre hlavný pohon i950, meniče pre vykurovacie ventilátory, ohrevy, istenia ...
• Rozvádzač navíjacej a odvíjacej sekcie -určený pre reguláciu a riadenie návinov a odvinu. V tomto rozvádzači sú umiestnené 3 meniče Lenze i950
• Riadiaci rozvádzač - v ktorom sa nachádzajú pneumatické ovládacie ventily, ovládacie tlačidlá a hlavný HMI panel.





HMI PANELY A VIZUALIZÁCIA
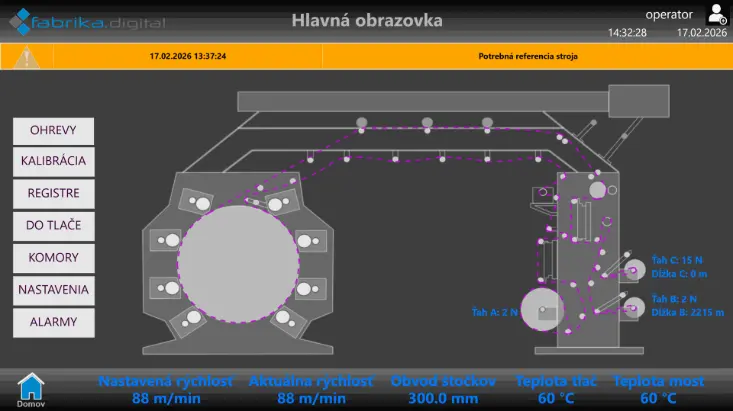
Na stroji sú inštalované dva operátorské panely HMI. Menší 7" panel je umiestnený na rozvádzači navíjania a slúži primárne pre lokálne ovládanie a diagnostiku navíjacieho procesu. Hlavný 15" panel je osadený na riadiacom rozvádzači a zabezpečuje kompletnú vizualizáciu technológie vrátane riadenia, nastavovania parametrov a servisných funkcií.
Oba panely sú typu Lenze v430 a komunikujú prostredníctvom priemyselného Ethernetu. Významnou výhodou je podpora Power over Ethernet (PoE), vďaka ktorej je napájanie aj dátová komunikácia realizovaná jedným tieneným FTP káblom. Toto riešenie zjednodušuje kabeláž, znižuje počet napájacích zdrojov v rozvádzači a minimalizuje riziko rušenia alebo chýb spôsobených nesprávnym zapojením.

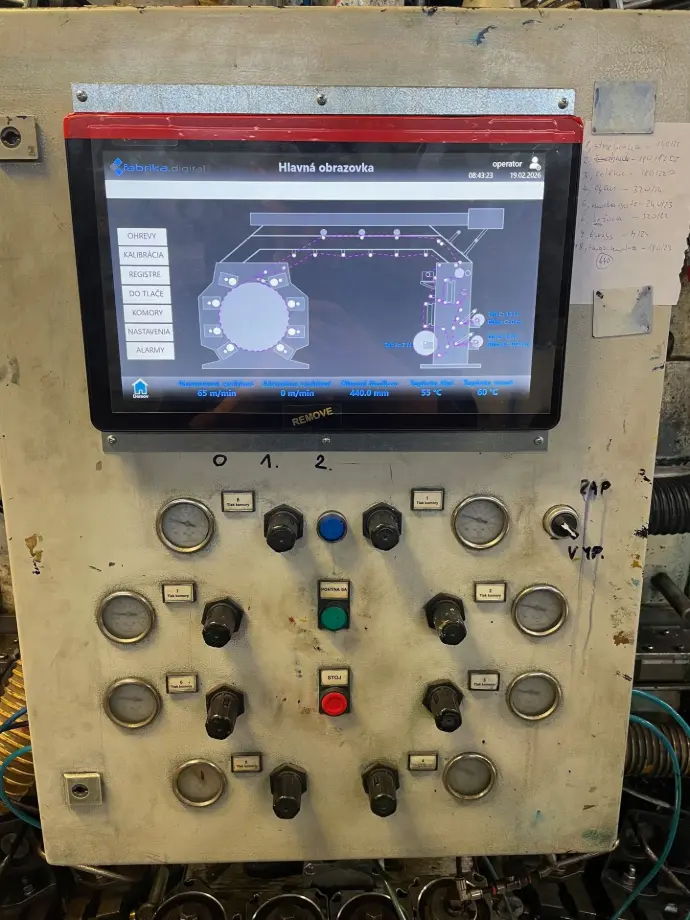
Vizualizácia bola vytvorená v prostredí CODESYS WebVisu, pričom architektúra vizualizačnej vrstvy je priamo previazaná s PLC aplikáciou. Pre každý HMI panel bola vytvorená samostatná vizualizačná konfigurácia optimalizovaná podľa rozlíšenia a funkčného určenia konkrétnej obrazovky. Lokálny 7" panel poskytuje operátorovi rýchly prístup k základným ovládacím prvkom navíjania, stavovým indikáciám a diagnostike, zatiaľ čo hlavná 15" vizualizácia obsahuje rozšírené technologické obrazovky, parametrizačné menu, servisné režimy a detailné alarmové a stavové hlásenia.
Pre jednoduché nastavenie a ovládanie stroja bol taktiež dodaný diaľkový ovládač. Jednalo sa mobilný telefón na ktorom bola rovnako vytvorená nezávislá vizualizácia. Tento “ovládač“ slúži na nastavovanie jednotlivých sekcií pri tlači, doladenie sklzu, prítlaku o hlavný valec. Keďže je bezdrôtový operátor je schopný stroj nastavovať z akej koľkej pozície prípadne priamo z poza kamery, ktorá monitoruje tlač.
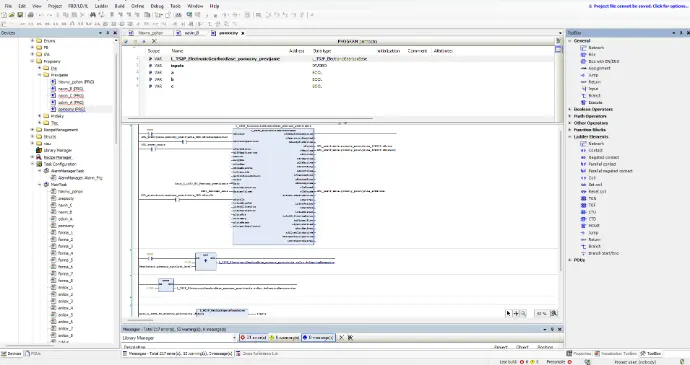
PROGRAMOVANIE
Súčasťou modernizácie bolo kompletné preprogramovanie riadiaceho systému v prostredí Lenze PLC Designer, pričom bola vytvorená nová motion-control architektúra založená na princípe master-slave synchronizácie pohonov. Ako komunikačná infraštruktúra medzi jednotlivými časťami riadiaceho systému bola implementovaná priemyselná zbernica EtherCAT, ktorá zabezpečuje deterministickú výmenu dát v reálnom čase medzi PLC, pohonmi a distribuovanými I/O modulmi. Základným krokom implementácie bolo presné nastavenie a prepočítanie impulzov inkrementálneho encódera hlavného valca, ktorý predstavuje referenčnú os celého technologického procesu. Podľa tejto hodnoty sa následne synchronizovali všetky ostatné pohony.

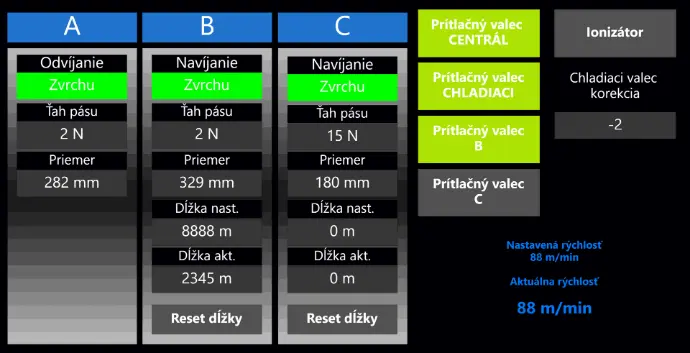
Po nastavení encodera sa ako ďalší krok riešilo navíja a odvíjanie materiálu. Pre túto časť bol použitý aplikačný modul Lenze FAST – Winder Tension Control, určený pre presnú reguláciu ťahu v kontinuálnych výrobných procesoch. Modul zabezpečuje výpočet aktuálneho priemeru návinu na základe rýchlostných pomerov a matematického modelu, umožňuje dynamické nastavovanie ťahovej sily a podporuje reguláciu ťahu podľa definovanej napäťovej krivky v závislosti od rastúceho priemeru kotúča.
V navíjacej sekcii bol taktiež pomocný ťahací valec materiálu, ktorý pracuje v režime synchrónnych otáčok voči hlavnému valcu. Tento pohon umožňuje nastavovanie riadeného sklzu (slip control) oproti master osi, čím je možné jemne dolaďovať napnutie materiálu medzi tlačovou a navíjacou sekciou bez zásahu do základnej rýchlosti linky.
Po úspešnom odskúšaní navíjania a odvíjania materiálu nasledovala implementácia riadenia samotného tlačového procesu. Tlačiarenský stroj pozostával z ôsmich tlačových sekcií, pričom každá sekcia predstavovala samostatnú farebnú jednotku. Každá sekcia bola mechanicky tvorená rastrovým (anilox) valcom a tlačovým valcom, kde rastrový valec zabezpečuje dávkovanie farby na tlačový valec a ten následne prenáša obraz priamo na fóliu vedenú cez hlavný centrálny valec
Z pohľadu riadenia pohybov bola každá tlačová sekcia navrhnutá ako samostatný multi-axis systém. Rastrový aj tlačový valec boli vybavené dvojicou polohovacích pohonov pre radiálny pohyb smerom k hlavnému valcu a od neho, čo umožňuje presné nastavenie prítlaku a pracovnej vzdialenosti počas technologických režimov. Tlačový valec bol navyše vybavený dodatočným lineárnym pohonom pre axiálny pohyb, slúžiaci na jemnú korekciu polohy tlače v smere doprava–doľava počas chodu stroja. Celkovo teda každá tlačová sekcia obsahovala sedem riadených pohonov.
V rámci synchronizácie museli byť tlačové valce presne synchronizované s hlavným valcom aby sa eliminovalo rozmazávanie tlače spôsobené fázovým posunom alebo nestabilitou rýchlosti. Pri programovaní sa na tento účel využil Lenze FAST blok Sync & Correction je aplikačný motion modul určený pre presnú synchronizáciu osí a dynamickú korekciu polohy počas chodu stroja. Používa sa hlavne v tlačiarenských, baliacich alebo konvertovacích linkách, kde musí viacero pohonov sledovať referenčnú (master) os a zároveň umožňovať jemné korekcie bez zastavenia výroby.
Pri rastrových valcoch nebola synchronizácia potrebná, pracovali v rýchlostnom režime ako podriadené osi, pričom sledovali rýchlosť tlačových valcov. Súčasťou implementácie bolo aj naprogramovanie referenčného cyklu (homing sequence), ktorý definoval základnú technologickú polohu stroja. Po vyvolaní referencie sa všetky osi automaticky presunuli do východiskovej pozície. Pre tlačové a rastrové valce to znamenalo natočenie do hornej uhlovej polohy, ktorá umožňuje jednoduché a bezpečné nasadenie štočkov a manipuláciu s tlačovými prvkami.
Pohony zabezpečujúce radiálny pohyb valcov a nastavovanie vzdialenosti tlače vykonávali referenciu na základe polohových snímačov. Každá os mala definovaný presný referenčný bod odvodený od snímača, ktorý určoval nulovú polohu pre ďalšie technologické pohyby.
Po úspešnom odskúšaní všetkých pohonov, referenčných cyklov a synchronizačných väzieb bola spustená testovacia tlač v technologickom režime. Počas skúšobnej prevádzky boli do riadiaceho programu postupne dopracované špecifické požiadavky zákazníka, najmä funkcie korekcií tlače, rôzne pracovné polohy sekcií smerom do tlače, servisné polohy pre čistenie a automatizované sekvencie pre výmenu tlačových prvkov. Súčasne bola do PLC aplikácie integrovaná kompletná správa vstupov a výstupov technologického systému, vrátane riadenia ohrevov pecí, ventilátorov a odsávania, ovládacích tlačidiel operátora, systému vyrovnávania okrajov materiálu (edge guiding) a corona úpravy fólie. Jednotlivé technologické prvky boli prepojené na HMI vizualizáciu, čo umožnilo centralizované ovládanie, diagnostiku a parametrizáciu priamo počas chodu stroja.
VZDIALENÝ PRÍSTUP
V rámci projektu bol implementovaný vzdialený prístup k stroju prostredníctvom priemyselného routera Teltonika. Riešenie umožňuje jednoznačnú identifikáciu zariadenia, vzdialenú diagnostiku porúch, parametrizáciu riadiaceho systému a realizáciu servisných zásahov bez nutnosti fyzickej prítomnosti technika na mieste. Pridanie vzdialeného prístupu výrazne znížilo reakčný čas pri servisných zásahoch.
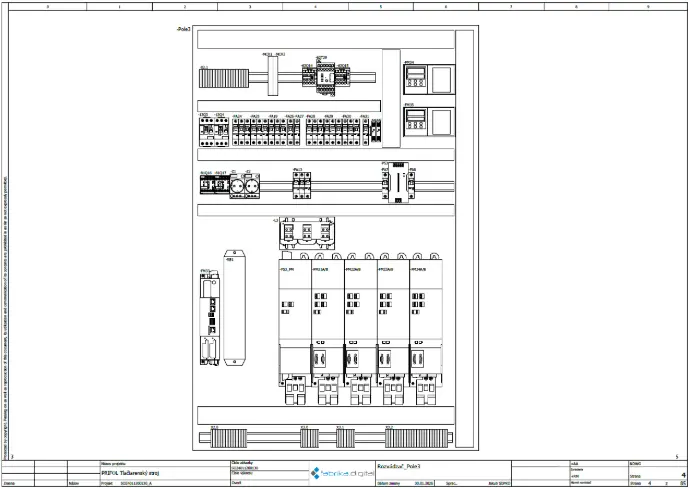
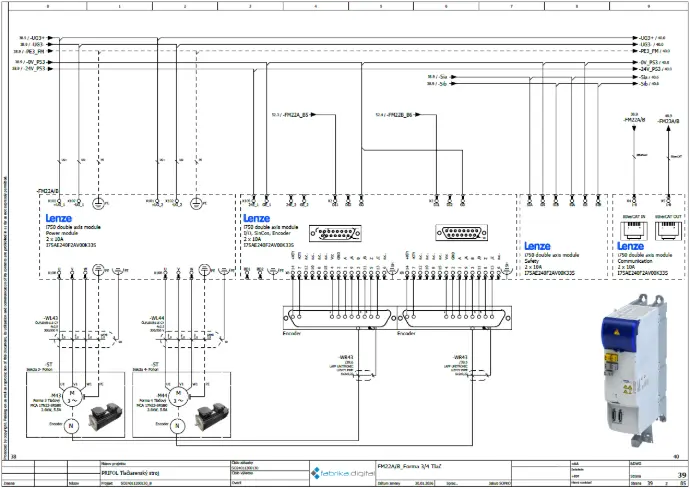
ELEKTRO DOKUMENTÁCIA
Po úspešnej rekonštrukcii rozvádzačov a dokončení programovania riadiaceho systému nasledovalo spracovanie kompletnej aktualizovanej elektro dokumentácie reflektujúcej nové zapojenie stroja. Cieľom bolo zabezpečiť jednoznačnú identifikáciu obvodov, zjednodušiť diagnostiku porúch a vytvoriť prehľadný podklad pre budúci servis a rozširovanie technológie. Elektro dokumentácia bola vypracovaná v prostredí EPLAN Electric P8 a obsahovala detailné viacstranové schémy silových aj riadiacich obvodov, vrátane prepojenia pohonov, bezpečnostných prvkov, distribuovaných I/O modulov a komunikačnej infraštruktúry EtherCAT. Okrem schém zapojenia boli vytvorené aj 2D montážne výkresy jednotlivých rozvádzačov, zobrazujúce presné rozmiestnenie komponentov. Dokumentácia tak poskytuje kompletný digitálny podklad pre servisné zásahy, diagnostiku aj prípadné budúce úpravy stroja.